
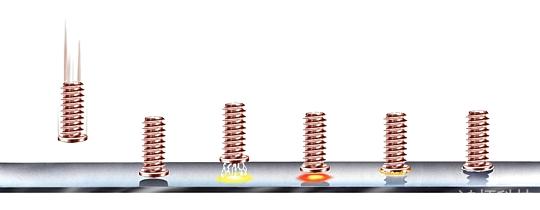
什么是拉弧式螺柱焊?(拉弧式螺柱焊的工作原理)
拉弧式螺柱焊又叫电弧式螺柱焊, 与储能式螺柱焊不同,拉弧式螺柱焊没有向电容充电的过程,而是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。
由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3-25mm。
拉弧式螺柱焊的特点
| 焊接特性 | 产生影响 | |
| 电源规格: | 380V,50Hz | |
| 焊接时间: | 5-2000毫秒,可调整 | 可焊螺柱直径范围更大,熔池更深 |
| 焊接电流: | 根据设备功率 | |
| 熔池深度: | 较深 | 1. 对板材厚度有要求 2. 可在热轧板上焊接 3. 焊接强度高 |
| 最小板厚: | 短周期:螺柱直径的1/8 长周期:螺柱直径的1/4 | |
| 背面印痕: | 较深 | 板材较薄时可能产生印痕或小范围变形 |
| 焊接强度: | 非常高 |
焊接方式与保护方式
根据螺柱直径不同以及使用场合不同,拉弧式螺柱焊有不同的焊接方式以及保护方式。
焊接方式分为“短周期螺柱焊”和“长周期螺柱焊”。
保护方式分为“无需保护”、“气体保护”和“瓷环保护”
短周期螺柱焊工艺流程
短周期螺柱焊即焊接时间在5-100毫秒的拉弧式螺柱焊,由于焊接时间较短,所以熔池相对较浅(但比储能式螺柱焊的熔池深)。
短周期螺柱外形特点
 | 短周期螺柱带有一圈法兰,这样无论在焊接处是否产生气孔,螺柱的焊接处抗拉强度,始终将大于螺柱自身的强度。 短周期螺柱的外形与储能螺柱相似,所以也可以用储能螺柱来进行短周期螺柱焊接 根据设备功率不同,短周期螺柱焊最大可焊M12的螺柱(ARC1550拉弧式螺柱焊机,ARC800拉弧式螺柱焊机短周期可焊至M8) 螺柱直径在6毫米及以下时,可以不采用任何保护措施。 螺柱直径在8毫米及以上时,应采用气体保护,这样可以避免产生气孔。 |
长周期螺柱焊工艺流程
长周期螺柱焊的焊接时间在100毫秒以上,由于焊接时间较长,所以熔池较深,可焊螺柱直径较大,对板材表面质量要求较低,要求板的厚度较大。

长周期螺柱外形特点
 | 由于长周期螺柱焊本身焊接熔池较深,所以螺柱本身无需法兰提高焊接强度。 根据螺柱材质不同,低碳钢螺柱前端需镶嵌小铝球用于焊接时的引弧,而不锈钢螺柱不需要小铝球。 由于熔池较深,气体保护对熔池的塑形能力较差,并且较易受到电弧偏吹影响,所以在焊接M12以上的螺柱时,宜采用瓷环保护焊接。 |
- 07-18HEAS交直流螺柱焊机
HEAS交直流拉弧式螺柱焊机(适用于手动焊接、半自动焊接和与机器人连接的全自动普通螺柱焊接一接铝合金材料的螺柱焊
- 05-18螺柱焊机的虚焊问题如何解决
螺柱焊机是一种常见的工业设备,主要用于焊接螺纹连接件,例如螺柱、螺母等。在使用过程中,虚焊是常见的问题之一
- 08-17SAW-3600B型螺柱焊机
全自动拉弧式,采用焊枪 固定模式,碳钢焊接设备 采用直流逆变工艺,每台主机带两个焊枪接口,焊枪采用伺服驱动机
- 08-16SAW-3600A型螺柱焊机
运用AQC焊接工艺控制技术、高精度伺服电机驱动技术,能够应对复杂工件表面和环境因素,具有极强的抗扰能力,焊接作
- 08-16PIDS系列高频逆变交直流螺柱焊接系统
该焊接系统主机采用ARM+FPGA系统架构;采用目前世界上最先进的50kHz全桥软开关、交直流输出、100K纯数字硬件电流环、纯
- 04-13如何解决短周期螺柱焊机在0.7毫米厚的镀锌板焊接螺柱时的螺柱虚焊问题?
如何解决短周期螺柱焊机在0.7毫米厚的镀锌板焊接螺柱时的螺柱虚焊问题 正文: 在工业生产中,短周期螺柱焊是一种常
- 11-16“新一代 新技术 新工艺”——鸿栢科技新款螺柱焊机,重磅来袭!
鸿栢科技,在螺柱焊接领域,专业聚焦20年开发与生产,拥有丰富的技术和经验积累。经过近3年来的针对
- 05-18铝螺柱焊机在车身轻量化中的应用
引言: 随着汽车工业的发展,为了减轻车身自重,提高运动性能和燃油经济性,汽车轻量化已成为每个汽车制造商努力的
- 05-18储能式螺柱焊与拉弧式螺柱焊有什么区别
储能式螺柱焊和拉弧式螺柱焊都是常见的螺柱焊接方式,在工程建设和制造过程中应用广泛。虽然这两种焊接方式的本质
- 05-18机器人螺柱焊机常见的问题故障与解决方法
机器人螺柱焊机是一种常用的自动化焊接设备,通过自动化的控制系统,使得螺柱的焊接变得更加高效、准确和精细。但